一分钟,了解产品的全部魅力!观看我们的(汉中) 本地 滚压管,不锈钢研磨管厂家直营产品视频,为您的购买决策提供有力支持。
以下是:汉中(汉中) 本地 滚压管,不锈钢研磨管厂家直营的图文介绍
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
汉中珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
凭借精湛的技术、先进的管理体系与较高的综合实力,安达液压机械有限公司现已成为国内 不锈钢油缸管、行业的一匹“黑马”。
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
安达液压机械有限公司实力雄厚,专业生产 不锈钢油缸管、。经过多年的发展,我公司已通过国家质量管理体系认证,公司秉承"以人为本、顾客至上"的理念,引进先进设备,成熟的 不锈钢油缸管、生产工艺和完善的质量保证体系,同时拥有一支精良的施工安装和快捷周到的售后服务队伍,己发展成为汉中地区大的商业设施的生产商之一, 不锈钢油缸管、产品和服务受到广大用户的广泛好评。
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
 本地 滚压管,不锈钢研磨管厂家直营")
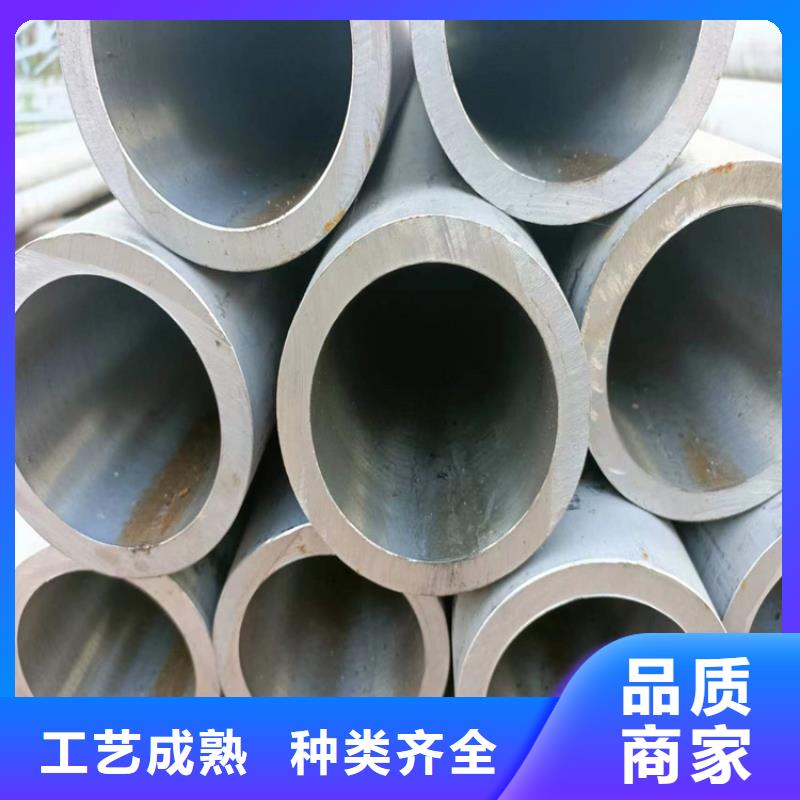
汉中珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。
珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466 Kg/m。滚压管





 扫一扫
扫一扫